
Самая полная информация по теме: «гибка профильной трубы действенные и безопасные методы» с полным описанием и комментариями от профессионального мастера.
- Гибка профильной трубы — обзор станков профилегибов
- Как согнуть профильную трубу: виды профилегибов и обзор 3-х «ручных» способов
- Метод #3 — гибка трубы с пружиной квадратного сечения
- Способы гибки труб и профилей на трубогибочных и профилегибочных станках
- Гибка трубы с использованием средств внутреннего воздействия
- Особенности и способы гибки профильных труб по радиусу своими руками
Гибка профильной трубы — обзор станков профилегибов
 Изготовление различных изделий требует применения деталей, изогнутых по различным радиусам. Может ли осуществляться гибка профильной трубы своими руками, и какое оборудование для этого требуется? Об этом и поговорим.
Изготовление различных изделий требует применения деталей, изогнутых по различным радиусам. Может ли осуществляться гибка профильной трубы своими руками, и какое оборудование для этого требуется? Об этом и поговорим.
Гнуть неподготовленные трубы достаточно сложно, даже при использовании специальной техники. Кроме того, не исключается возможность деформации сечения трубы, сплющивание и другие неприятные моменты. Лучше всего, если гибка при помощи трубогиба или другого устройства простейшей конструкции будет осуществляться с предварительной подготовкой детали.
Заморозка может применяться в зимний период или при наличии у вас доступа к промышленным холодильным установкам, в который можно поместить заготовку.
Операция подготовки проста: глушите один край трубы, наполняете водой, закрывает второй торец. Заготовка выносится на мороз или отправляется в камеру. Замерзшая деталь изгибается проще, при этом не деформируется.
Другой метод состоит в том, что труба заполняется обычным песком, глушится (заглушки должны по длине не менее чем вдвое превышать диаметр трубы). После этого, высверливается несколько 
небольших отверстий для выхода газов, которые образуются в результате нагрева, если этого не сделать, труба может деформироваться.
После этого отмеченный участок изгиба разогревается паяльной лампой и протягивается через выбранный трубогиб. Качество получаемого изгиба будет на высшем уровне, при этом гибка трубы (профильной или круглой) выполняется гораздо легче.
Современные модели устройств для изгиба труб позволяют выполнять операцию без предварительной подготовки трубы.
Раньше изгиб труб выполнялся вручную, при этом один край заготовки жестко закреплялся, а разогретая труба огибалась вокруг подготовленного шаблона. Такой метод для профилированных труб практически неприменим.
Использование механических устройств позволяет значительно упростить процедуру сгибания труб, они обеспечивают следующие преимущества:
- Возможность отказаться от сварки и дополнительных фитингов при монтаже различных коммуникаций.
- Конструкции, сделанные из цельных труб, смотрятся гораздо привлекательней, они широко применяются в декоративных целях.
- Трубогибы для профильных труб позволяют получать изделия с точным соблюдением требуемых размеров.
- Сгибание труб не осложняется появлением заломов и сплющивания, это позволяет сохранить все технические качества материала.
- Кроме всего прочего, данные приспособления позволяют снизить необходимые усилия для изгиба, а применение электрического привода практически исключает необходимость ручного труда.
↑
Оборудование, которое вам понадобится для изгиба труб, требуется выбирать, исходя из материала и сечения заготовок.
Для медных труб можно применять простейшие ручные устройства. Ручные трубогибы рычажные, гидравлические отлично справляются со стальными трубами диаметром до 3 дюймов (в зависимости от модели).
Для изгиба профилированных труб требуется прикладывать достаточно большие усилия. Поэтому гибка профильных труб под заданный радиус должна выполняться при помощи устройств, предназначенных для такого типа изделий. Кстати, на таких же механизмах осуществляется изгиб толстостенных бесшовных труб круглого сечения.
Отечественные устройства для изгиба труб в домашних условиях ни в чем не уступают импортным аналогам, поэтому рассмотрим предлагаемые промышленностью модели.

Самый популярный ручной трубогиб для изгибания профильных труб – ПГ-1, в этом немалую роль сыграла его сравнительно невысокая стоимость (400-500 долларов). Представляет собой переносное оборудование, которое позволяет выполнять операции непосредственно на месте ведения работ по монтажу. Позволяет гнуть алюминиевые, медные, стальные трубы сечением до 40х40 мм.
Конструкция состоит из трех роликов, закрепленных на станине. Протяжка трубы осуществляется центральным (прижимным) роликом, который проворачивается при помощи рукоятки.
Ручной трубогиб для профильной трубы ПГ-2 отличается усиленной конструкцией. С его помощью можно гнуть профиль сечением до 60х30 мм. Принцип привода такой же, как и у ПГ-1 – верхний приводной ролик, сама конструкция всех вращающихся элементов позволяет менять их ширину под определенный размер трубы.
Наружное расположение роликов позволяет гнуть из труб даже кольца, что невозможно при внутренней компоновке.
Стоимость такого устройства значительно выше, она составляет 700-800 долларов.

Существуют и другие профилегибы (роликовые трубогибы), но данные модели получили наибольшее признание.
Многие умельцы решили для себя вопрос изгиба труб более экономно. Сейчас можно встретить разнообразные модели станков, предназначенных для данных целей, которые по своим характеристикам не уступают заводской продукции, при этом широко используется электропривод. При этом самодельный станок для гибки профильных труб с электрическим приводом может стоить дешевле ручных устройств, выпущенных на заводах.
Станина станка должна выдерживать значительные нагрузки, поэтому ее лучше сделать из  металлического швеллера. Позаботьтесь о ее надежном креплении к фундаменту, в идеале это должно быть сделано анкерованием.
металлического швеллера. Позаботьтесь о ее надежном креплении к фундаменту, в идеале это должно быть сделано анкерованием.
Комплект валов, рабочих органов станка, может сделать любой токарь. Устанавливать их на станину необходимо с применением подходящих подшипников. Механизм привода валов может быть различной конструкции, применяется шестеренчатая и цепная передача. В качестве последней можно применять цепи газораспределительного механизма легкового автомобиля. Натяжитель для цепи применяется стандартный, автомобильный.
В некоторых случаях используется ременная передача, но она не очень надежна при значительных нагрузках, существует возможность проскальзывания ремней.
Для возможности изгибать заготовки по различным радиусам, самодельный трубогиб для профильных труб оснащается подвижным верхним роликом. Он монтируется на направляющих из металлических уголков. Регулировка положения верхнего ролика может осуществляться различными способами, чаще всего для этой цели применяют специальный винт.
Привод может быть ручным (вращаете ручку и протягиваете трубу) или электрическим, который избавит вас от необходимости прилагать какие-либо усилия. При установке такого привода необходимо позаботиться о наличие защитного кожуха, который будет закрывать механизм привода, это является обязательным требованием с точки зрения безопасности.
Подобные устройства позволяют эффективно выполнять изгиб профильных труб, имеющих большие сечения. Собрав и установив такой станок у себя в мастерской, вы можете быть уверены, гибка труб (профильных или круглых) перестанет быть для вас проблемой. С его помощью вы сможете сделать каркас под теплицу, изготовить оригинальный навес над крыльцом или любую другую необходимую конструкцию.
Как согнуть профильную трубу: виды профилегибов и обзор 3-х «ручных» способов

При строительстве многих сооружений возникает необходимость в устройстве каркаса, возведенного из профильных труб. Для сборки арочных конструкций теплиц, парников, козырьков, навесов и других объектов профильные трубы предварительно сгибают, используя для этого трубогибы или профилегибы. Однако можно обойтись и без этого дорогостоящего инструмента, вооружившись обычной болгаркой и сварочным аппаратом. Узнав подробнее о том, как согнуть профильную трубу без применения профилегиба, вы сможете принять решение о необходимости его приобретения. Возможно, альтернативные способы гибки труб окажутся намного сложнее для выполнения необходимого объема работ. Важно при сгибании профильных труб избежать появления изломов и трещин, а также их сплющивания.
В данном видеоролике показано, как просто и относительно быстро можно гнуть ручным трубогибом профильную трубу. Достижение нужного радиуса проверяется путем замера расстояния между концами профильной трубы.
Приобретение ручных трубогибов целесообразно только в том случае, если предполагается подвергать сгибанию небольшое количество материала. В качестве профессионального инструмента данные модели использовать нельзя из-за низкой производительности и необходимости приблизительной подгонки радиуса изгиба каждого изделия. В комплекте с данным станком обычно идет несколько сменных валиков, посредством установки которых осуществляется гибка профильной трубы в зависимости от размера ее сечения.
Чтобы добиться нужного угла сгибания, необходимо прогнать трубу через станок несколько раз. При этом каждый раз приходится вручную подкручивать центральный валик, опуская его ниже и ниже. Боковые ролики остаются в стационарном положении, поэтому под давлением центрального валика происходит сгибание металлического профиля.

Одна из моделей ручных профилегибов, позволяющая осуществлять своими силами сгибание профильной трубы за несколько прогонов металлического изделия между боковыми и центральным роликами
При работе с ручным трубогибом человеку придется применять физические усилия. Оборудование не может быть использовано для сгибания профильных труб, сечение которых превышает 40 мм.
В отличие от ручных трубогибов электрические модели обеспечивают высокоточный изгиб трубы. Дело в том, что радиус изгиба устанавливается с точностью до 1 градуса механическим или электронным способом. Использование данного дорогостоящего производительного оборудования позволяет обрабатывать большое количество профильных труб за смену. Обычно владельцы электромеханических трубогибов оказывают услуги населению, коими следует воспользоваться, если вас устраивает их стоимость.

Электромеханический профилегиб, установленный стационарно в мастерской, обеспечивает точную гибку профильных труб разного сечения по строго заданному радиусу
К недостаткам электрических профилегибов можно отнести их большой вес и высокую стоимость, недоступную для рядового покупателя.
Как согнуть профильную трубу под нужным углом своими руками, не используя заводские станки? Если у вас есть болгарка и сварочный аппарат, то произвести изгиб можно по следующему алгоритму:
- рассчитывают радиус закругления по предварительно начерченной схеме;
- в месте предполагаемого изгиба трубы дисковой пилой (болгаркой) выполняется несколько поперечных пропилов;
- зажав трубу в тисках, начинают ее гнуть в нужном направлении, приложив для этого небольшое физическое усилие;
- далее пропилы заваривают сварочным аппаратом, не забывая о соблюдении требований техники безопасности;
сварочные швы подвергаются шлифовке.
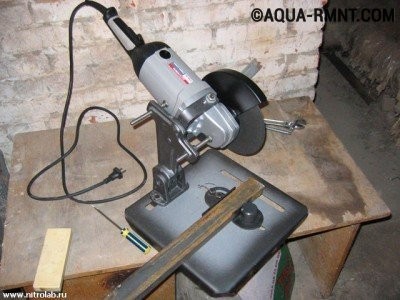
Дисковая пила или болгарка, закрепленная на специальной подошве, необходима для выполнения нескольких пропилов в месте сгиба профильной трубы
Выполнить изгиб профильной трубы по необходимому радиусу можно с помощью еще одного простого способа. Для этого подготавливают песок, который обязательно просеивают и просушивают, если в этом есть необходимость. Затем один конец профильной трубы закрывают, забив туда деревянный клин. Насыпают внутрь профиля просеянный песок, закупоривая и с другой стороны вход в трубу. После этого изделие начинают сгибать вокруг металлической болванки, имеющей подходящий диаметр. Один конец профиля фиксируют надежно между штырями, а за другой тянут.
Важно! Чтобы облегчить процесс сгибания профиля по малому радиусу, необходимо место деформации подогреть газовой горелкой. Насыпанный песок обеспечивает целостность стенок металлического изделия во время механического воздействия на трубу.
Закончив процесс гибки, приступают к удалению забитых клиньев путем их выжигания или выбивания. Песок также из полости трубы удаляется полностью. Как видите, кустарные способы доставляют больше хлопот, поэтому их можно применять на практике для разового сгибания труб.
В зимнее время песок можно заменить водой, которая заливается в профильную трубу и изделие выставляется на мороз. Понятно, что концы профиля затыкаются пробками. После замерзания жидкости в трубе приступают к ее изгибанию по заранее подготовленной болванке-шаблону.

Металлическая болванка, используемая мастерами для гибки профильных труб своими руками без применения специального оборудования в виде трубогибов
Метод #3 — гибка трубы с пружиной квадратного сечения
Не позволяет деформироваться стенкам профильной трубы при сгибании пружина, имеющая сечение такой же формы, но меньшего размера. Пружина изготавливается из стальной проволоки, диаметр которой подбирается, исходя из толщины стенок. Пружина должна легко заходить внутрь трубы. Планируемое место изгиба прогревается паяльной лампой или газовой горелкой. Накаленные стенки профиля легче поддаются сгибанию. Для предотвращения ожогов работать надо в специальных защитных рукавицах, а изделие держать клещами. Добиться нужного радиуса изгиба помогает болванка или металлические штыри, забитые в землю по окружности.
Как видите, все кустарные способы, придуманные мастерами для гибки профильных труб, требуют времени и сил. При этом не гарантировано на сто процентов получение ровного изгиба. Качество металлического каркаса напрямую влияет на прочность и красоту воздвигаемого строения. Поэтому не стоит пренебрегать услугами профессионалов, располагающих специальным оборудованием для сгибания труб. Покупка ручного станка для гибки профильных труб позволит не тратить деньги на оплату сторонних услуг. Приобретение быстро окупится, если вы сами начнете производить гибку труб на заказ.
Процесс сгибания труб присутствуют во многих производственных операциях: в прокладке нефтегазовых трасс, тепловых магистралей, в монтаже сетей водопровода и водоотведения, систем промышленной вентиляции и кондиционирования. Гнутые трубы выполняют роль ответвлений, соединительных отрезков, отводов и ограждений в конструкциях различных механизмов и жестких металлических конструкций.
Во всех случаях гибка труб производится с помощью трубогибочных машин. Каждая технология изменения направленности трубы имеет свои особенности и показания, которые следует учитывать при выборе оборудования.
Сгибание трубной заготовки представляет собой процедуру изменения направленности трубы, в том числе – геометрии отрезка. Данный процесс выполняется на трубогибочных станках разными технологиями, использование которых во многом зависит от:
- Материала трубопровода
- Величины наружного и внутреннего диаметра
- Толщины стенки трубы
- Требуемой точности гибки
- Сложности конструкции
- Величины радиуса сгибания
- Допустимых величин деформации заготовки
- Качественных показателей прочности
- Срока эксплуатации конструкции, в том числе на отрезке изгиба.
Выбирая трубогибочный инструмент, необходимо определить для каких целей он будет использоваться, так как от правильного выбора зависит принцип работы, производительность оборудования, метод гнутья и объемы задействованных ресурсов. В настоящее время существует два варианта гибки труб на профилегибах и трубогибочных машинах – метод холодной или горячей гибки.
Метод горячего сгибания труб заключается в предварительном подогреве зоны будущего сгиба детали или всей детали по необходимости. Данная процедура выполняется газовыми либо нефтяными горелками или в горнах. Также подогревание заготовки может проходить на станках с помощью токов высокой частоты. Данная технология является весьма трудоемкой, поэтому ее задействуют, когда отсутствуют агрегаты для холодной гибки труб. 
Главной особенностью горячей гибки труб является использование специального наполнителя. В подавляющем большинстве им выступает чистый речной песок определенной фракции, без включения мелких или крупных частиц, в том числе без органических или неорганических примесей. Присутствие посторонних включений может повлечь за собой их пригорание к частицам песка или поверхности трубы. Кроме того, песок не должен быть мокрым, иначе при повышении температуры возникнет высокое давление пара в трубе и ее деформация.
Принцип действия горячей гибки труб
- После засыпания песка в заготовку происходит повышение температуры до 900 градусов по С и выполняется гибка трубы нужного радиуса.
- Нагревание детали происходит единоразово без пережога, чтобы не допустить ухудшения качества.
- Выбор размера подогреваемой зоны на трубе зависит от угла сгибания, толщины и размера диаметра.
- После завершения процедуры, вынимают заглушки, удаляют наполнитель и прочищают заготовку.
Метод холодной гибки труб – это процесс изменения радиуса трубы без нагрева в месте сгиба.
Холодным способом выполняется сгибание профиля и трубных заготовок из:
- Меди.
- Алюминия.
- Стали.
- Цветных сплавов.
- Железа.
Кроме того, холодная гибка труб выполняется многими видами трубогибочных машин, в том числе – полуавтоматическими станками с ЧПУ, что положительно сказывается на точности гибки. Это особенно важно при выполнении сложной пространственной гибки труб или сгибания хрупких тонкостенных деталей. Именно поэтому данный способ получил гораздо большее распространение, чем технология горячего сгибания. 
В случае работы с тонкостенными или хрупкими трубами рекомендовано использование механического стабилизатора – дорна.
Способы гибки труб и профилей на трубогибочных и профилегибочных станках
Холодный метод гибки труб подразумевает два варианта гибки:
- Сгибание инструментом без дорна. Данная технология применяется для сгибания труб большого радиуса (от 3D), заготовок с толстыми стенками, а также в случаях, когда не требуется высокая точность работ. Данный способ является устаревшим и в последние годы используется все реже.
- Сгибание трубы дорновым инструментом. В зависимости от вида трубогибочной машины выполняется сгибание заготовки в различных плоскостях определенным способом:
При выполнении строительных либо ремонтных работ по дому различного уровня регулярно возникает проблема гибки профильных труб. Обычно это необходимо при возведении теплиц на дачном участке, установке ворот, различных конструкций для зимнего сада, дома, а также при обустройстве террас. Сами профильные трубы обладают высоким показателем прочности, а для того, чтобы придать им необходимую форму, нужно приложить некоторые усилия.

В данной статье мы опишем, как быстрее и удобнее согнуть профильную трубу самостоятельно в домашних условиях при помощи специального оборудования-трубогиба или с использованием обычной углошлифовальной машины(болгарки) и сварочного аппарата. Мы расскажем вам все секреты правильной гибки труб и опишем ряд проблем, с которыми можно столкнуться в этом процессе. Также мы поведаем о том, почему при помощи специального оборудования нельзя гнуть трубы с квадратным сечением.
Как правильно загнуть стальную или медную трубу? Можно ли это сделать без потери свойств металла? Существует несколько различных технологий, одной из самых удобных и быстрых является применение специального станка, предназначенного для гибки профильных труб. На профессиональном языке он называется профилегиб, однако стоимость такого прибора довольно высока, поэтому для его приобретения нужно иметь много веских причин.
В том случае, если вы планируете осуществить изгиб труб небольшое количество раз, то в специализированных магазинах можно приобрести специальные трубогибы ручного действия, при помощи которых можно согнуть трубы различной формы, но наиболее оптимально это для круглых труб, ведь все элементы обладают именно полукруглой формой. Стоимость такого оборудования сравнительно невелика, обычно она составляет примерно 3-3,5 тысячи рублей.
Для гибки труб в домашних условиях можно применять и более простые способы, основанные на применении сварочного аппарата и углошлифовальной машины. Эта технология будет описана немного позже.
Нередко медные, стальные и полимерные трубы с небольшой шириной сечения можно согнуть при помощи подручных средств и физических усилий, однако в этом случае сложно контролировать радиус гибки. Этот способ лучше всего подойдет для медных труб, так как заказать её гибку в мастерской совсем недешево.

Первоочередность использования специального трубогиба в домашнем хозяйстве стоит предусмотреть еще во время приобретения изделий, если вы все же решились на подобный шаг. Чаще всего специальное оборудование приобретают для работы с большим количеством профильных труб, например, при строительстве домов и сооружении заборов. В этом случае нужно сразу учитывать, какой именно вид труб может гнуть данный прибор, ведь зачастую недорогие модели могут работать только с профильными трубами круглой формы.
Согнуть круглую или квадратную трубу при помощи трубогиба достаточно просто самостоятельно. В этом процессе нужно учитывать только толщину стенок, диаметр сечения трубы, радиус будущего изгиба и материал изготовления. При работе загиб осуществляется в соответствии с техническими допусками толщины стенок трубы и величины сечения, при этом при работе нужно следить за тем, чтобы не появлялись изломы на внутренней части изделия, а также сплющивание поперечного сечения профиля.
При работе с трубами квадратной формы, когда нужно произвести загиб малого радиуса, усилие нужно прикладывать ближе к концам изделия, потому что в центральной части труба будет очень тяжело поддаваться изгибу.

Чтобы согнуть трубу не самостоятельно, а с применением специального оборудования, нужно применять устройства, работа которых основывается на технологии холодного растяжения. При этом растяжение профиля приводит к тому, что нейтральная ось всей конструкции смещается по направлению к необходимому сгибу, поэтому вероятность получения гофрированной части практически равняется нулю. Труба остается гладкой на всем её протяжении, изломы и иные дефекты просто не могу появится на её поверхности, прочность и другие важнейшие характеристики остаются прежними.
Трубогиб очень плотно обхватывает изделие, изгибает и растягивает одновременно при абсолютно выверенном движении шаблона гибки.
При помощи специального оборудования профильное изделие можно качественно выгнуть в нужном направлении и под необходимым углом, сохранив все характеристики трубы и предотвратив потерю стенками устойчивости. Секрет этой технологии крайне прост, загиб производится при наличии гидростатического давления внутри. На окончания профильной трубы устанавливают специальные заглушки, а внутрь системы подается жидкость. Затем гибочный шаблон подводится к центру изделия, а необходимая форма достигается при помощи прилагаемого усилия.
Согнуть трубу можно и в домашних условиях достаточно быстро и просто, при этом не прибегая к использованию трубогиба. Для это не надо использовать дорогостоящие и громоздкие инструменты и станки, но качество изгиба при этом получается довольно хорошим, а профиль сохраняет привлекательный внешний вид без потери своих свойств. Произвести это можно самостоятельно при помощи сварочного аппарата и болгарки. Работы проводиться по следующей инструкции:
- Изначально нужно правильно высчитать радиус закругления, оптимально подготовить предварительную схему, которая значительно упростит процесс работы, сделает его качественным и быстрым.
- На поверхности профильного изделия по длине участка, который необходимо изогнуть, необходимо выполнить равномерные поперечные пропилы с трех сторон. Производится это самостоятельно с использованием углошлифовальной машины.
- Далее нужно приложить некоторые физические усилия и согнуть трубу в необходимом направлении. Многие профессионалы рекомендуют её тщательно зафиксировать, чтобы изгиб был аккуратным, а труба располагалась в одной и той же плоскости. Сделать это можно, например, в тисках.
- При помощи приготовленного сварочного оборудования все пропилы завариваются в соответствии с техникой безопасности.
- Теперь места сварки нужно отшлифовать и тщательно обработать.
Такой технологией можно добиться максимально точных результатов без использования сложно и специализированного оборудования, которым является трубогиб.
Гибка трубы с использованием средств внутреннего воздействия
Профильные трубы различного сечения можно согнуть с использованием средств, которые оказывают внутреннее воздействие на конструкцию. Для этого предварительно нужно изготовить пружину с квадратным сечением из стальной проволоки, которая имеет толщину от одного до четырех миллиметров. Значение нужно выбирать в соответствии с толщиной профиля.
Приготовленную пружину нужно аккуратно навить, при этом величина каждого участка пружины должна быть на 1,5-2 миллиметра меньше, чем внутренний диаметр сечения профильного изделия, в этом случае пружина должна свободно находиться внутри изделия, которое необходимо согнуть.
Теперь при помощи паяльной лампы участок, предназначенный для изгиба, нагревают. Делать это нужно крайне аккуратно, применяя клещи и защитные перчатки. После нагрева на специально установленной болванке с радиусом, равным радиусу профиля, производится изгиб трубы.
Если трубу необходимо погнуть в зимний период или в холодном помещении, используется немного другая технология. Для этого труба изначально заполняется водой, а на её окончания устанавливаются заглушки. После профиль устанавливается на холод, пока вода внутри изделия полностью не превратится в лед. Теперь трубу можно согнуть самостоятельно на болванке, не прикладывая каких-либо серьезных физических усилий.
Дюралевые и латунные трубы можно гнуть по такому же принципу, если это представляется возможным, тогда профильное изделие сохранит свои свойства и целостность.

Из вышеперечисленных способов для создания изгиба трубы можно использовать любой. Все технологии различаются между собой необходимым оборудованием, временем процесса и необходимым физическим усилиям. Безусловно, лучше всего производить этот процесс с применением специального оборудования, но, если это не представляется возможным, можно использовать классические методы изгибания профильных труб. Ручной трубогиб может значительно упростить и ускорить этот процесс, найти его можно в любом строительном магазине по довольно демократичной цене. Однако, если у вас уже есть сварочный аппарат и углошлифовальная машина, можно использовать их. Главное – не забывайте о технике безопасности, всегда надевайте защитную маску и специальные перчатки, только тогда процесс изгиба труб не составит особого труда и не приведет к возможным проблемам.
Особенности и способы гибки профильных труб по радиусу своими руками
Профильный трубопрокат представлен изделиями, которые имеют поперечное сечение разнообразной формы. К ним относятся круглые, плоскоовальные, квадратные и овальные трубы. Такой ассортимент продукции предоставляет возможность создавать легкие арочные конструкции разнопланового назначения. Они используются как в бытовых сооружениях, так и в производстве. К наиболее востребованным профилям относятся квадратные изделия. Гнутая профильная труба такого сечения позволяет легко закрепить на плоской стенке любое внешнее покрытие. Перед тем как в домашних условиях заняться гибкой профильных труб, следует ознакомиться с их техническими параметрами и методами работы.

Выпускаемые промышленностью профильные трубы имеют определенные геометрические параметры, являющиеся определяющим фактором для их пластических возможностей. От толщины стенок металлопроката и поперечной площади зависит допустимый минимальный радиус изгиба. Этот параметр дает значение закругления профтрубы без ее механического повреждения.
При механическом воздействии на изделия из металлического проката им придается полный или же частичный изгиб. На металлопрофиль в этом случае действует сила сжатия (на внутреннем участке) и сила растяжения (на наружной поверхности). Именно они и вызывают основные сложности при изгибании металлопрофиля, которые выливаются в следующие проблемы:
- сегменты трубного материала при сгибании металлопрофильного изделия могут утратить свою соосность, что приведет к расположению участков трубного проката в разных плоскостях;
- наружная стенка профильного проката в процессе растяжения может лопнуть под воздействием повышенной нагрузки;
- на внутренней части изгибаемого профиля могут появиться складки, напоминающие гофру.

Для профтруб с высотой (h) до 20 мм длина сгибаемого участка должна быть более 2,5×h. Металлопрокат с профилем высотой более 20 мм безболезненно загибается на участках с минимальной длиной 3,5×h. Определение радиусов минимального изгиба можно определить по таблице.
Правильно проведенный технологический процесс позволит получить идеально ровный загиб проката и не даст изделию получить смятие или же лопнуть. Выбрав подходящий вариант технологии, необходимо учесть геометрические параметры, а также характеристику материала изделия. Согнуть профильную трубу можно двумя методами: с предварительным нагревом и в холодном состоянии.

Данную операцию проводят для изделий, имеющих профиль высотой более 40 мм. Внутрь профтрубы засыпается песок, и устанавливаются на торцах деревянные заглушки. Сыпучий материал позволит металлу получить равномерный прогрев по всей длине. В одной из заглушек делаются специальные отверстия для отвода образующегося при нагревании газа.
Песок для наполнения металлопрофиля используется очищенный, со средней зернистостью. Если таковой отсутствует, подойдет и материал из дворовой песочницы, который необходимо предварительно подготовить. Для начала он просеивается сквозь сито, имеющее ячейки не более 2,5 мм для удаления мелких камешков и гравия. Чтобы получить качественный наполнитель, его дополнительно пропускают через ячейки с размером до 0,7 мм. Этот процесс исключит спекание пылевых включений в песке при нагреве. Подготовленный материал прокаливается при температуре + 150 °С. В процессе засыпки песка в трубу, рекомендуется проводить постукивание по поверхности для лучшего распределения сыпучего материала.

Перед тем как изогнуть профиль для теплицы своими руками, необходимо обеспечить безопасность выполняемых работ. Используйте специальные рукавицы из плотного брезента, которые защитят руки от соприкосновения с горячим металлом, а также расположите неподалеку средства пожаротушения. Участок изделия, который необходимо гнуть, предварительно отжигается. Сам металлопрофиль крепится в специальном зажиме или же в тисках вместе с заготовленным шаблоном. Имеющийся на прокате стыковочный сварной шов должен обязательно находиться на боковой части изделия. Это защитит его от чрезмерных нагрузок при сжатии или же растяжении материала.
Предварительно обозначенный мелом участок нагревается докрасна горелкой. Полностью прогретый металлопрофиль медленно и плавно сгибается за один подход. Прикладываемые усилия должны находиться строго в одной плоскости (горизонтальной или же вертикальной). Остывшее изделие сравнивается с шаблоном, после чего из него удаляется песчаный наполнитель.
Этот способ, которым легко пользоваться в гараже, применяется при необходимости получения единичного углового изгиба. При многократном нагреве металлоизделия будет снижаться его прочность. Это следует учесть при подготовке своими руками в домашних условиях разнообразных деталей арочной конструкции беседки, теплицы, навеса или же другого сооружения.

Гнутый металлопрофиль при применении холодной технологии получается при его высоте до 40 мм. Согнуть такой прокат можно как ручным, так и механизированным способом. При размере металлопрофиля до 10 мм нет необходимости в его наполнении песком. Выгнуть профтрубу без использования предварительного нагрева можно с помощью дополнительных приспособлений. Для тонкостенных изделий небольшого размера применяется гибкая пружина, помещаемая внутрь. Она позволяет изогнуть металлопрокат без его механического повреждения.
Перед тем как согнуть трубный профиль, края пружины фиксируются проволокой на концах трубы. Это закрепит ее внутри изделия и не даст выскочить при механическом воздействии. При этом самом простом методе необходимо соблюдать главное условие: пружина должна иметь размер лишь немного меньший внутренней части трубы. Загнуть профтрубу таким способом получится без повреждений металла. Правильно подобранный размер пружины позволит ее извлечь по окончании процесса быстро и легко.

Наличие трубогиба позволит проводить работы с продукцией минимального размера профиля 10 мм и максимального до 40 мм. Перед тем, как согнуть профиль для теплицы своими руками, определяется метод работы с металлом. Небольшой простейший эксперимент покажет, необходимо ли будет предварительно нагревать металл или же нет. Для этого трубный конец зажимается тисками, а на другой надевается профиль с большим внутренним размером. Если получается вручную заставить согнуться стальной прокат, можно выполнять работу без использования предварительного нагрева. Помимо ручного или же электрического профилегиба, используются многочисленные оправки и гибочные столы. Они подходят для получения дуги алюминиевых или же стальных металлопрофилей с максимальной высотой до 10 мм.
При значительных объемах для получения загнутого металлопрофиля потребуется особый станок – профилегиб. С его помощью гибка разнообразных профильных труб происходит легко и быстро. Применяя трубогиб, можно подготовить легкий каркас под козырек, парник или же другую дачную конструкцию. На стенках профиля удобно закрепится листовой металл или же профнастил.
Мощный универсальный станок гибочного типа понадобится для работы с трубами большого сечения. Конструктивно он состоит из трех валиков, из которых два имеют неподвижную фиксацию. Изменяющееся положение третьего ролика заставляет сгибаться изделие под нужный радиальный размер. Приводом этого мощного приспособления служит цепная передача и вращаемая оператором рукоятка.

Предлагаемые в магазинах трубогибы имеют ручной привод, гидравлический, а также электрический, в которых гибка профиля по радиусу производится с высокой точностью. К наиболее мощным ручным профилегибочным станкам, которые позволяют загнуть большую профильную трубу, относится ПГ-6. Это приспособление может одновременно сгибать комплект профилей шириной до 120 мм.
Наличие большого количества вариантов трубогибочных устройств предоставляет возможность для их полноценного использования при изготовлении многочисленных изделий. С их помощью создаются тепличные каркасы, навесы и многочисленные арочные стальные конструкции. Они позволяют получать согнутую на определенный градус профтрубу, изогнутый в дугу металлопрофиль, а также круг.
Изготовление профилегибочного устройства своими руками позволит значительно сэкономить личные средства. Используя чертежи и специальные видео, процесс создания приспособления не займет много времени. Наличие чертежей предоставляет возможность к стандартной конструкции добавить некоторые усовершенствования. Представленные изображения и размеры для самостоятельного изготовления профилегиба можно корректировать под личные потребности.


Рекомендуем также к прочтению:





