
Самая полная информация по теме: «сварка труб пнд способы и последовательность действий» с полным описанием и комментариями от профессионального мастера.
- Сварка труб ПНД: 3 способа для реализации в закрытых помещениях и в полевых условиях
- Способ первый: сваривание полиэтиленовых труб встык
- Способ второй: сваривание встык криволинейных участков трубопровода экструдером
- Как соединить трубы ПНД: методы сварки и особенности проведения работ
- Какие бывают типы соединения ПНД труб, их положительные характеристики
- Особенности проведения соединения фланцевым методом
- Можно ли осуществить соединение ПНД труб своими силами
Сварка труб ПНД: 3 способа для реализации в закрытых помещениях и в полевых условиях
![]()
![]()
Качественное соединение гарантирует герметичность и долговечность трубопровода
Здравствуйте. Сегодня расскажу о том, как выполняется сварка труб ПНД при построении бытовых и промышленных трубопроводов. Тема представляет немалый интерес, так как трубы из полиэтилена низкого давления становятся все более востребованными по причине доступной стоимости, высокой прочности и продолжительного эксплуатационного ресурса.
Возможна ли качественная сварка ПНД труб своими руками? Возможна, но при одном условии: при монтаже должно использоваться специальное оборудование.
Сварочные работы выполняются двумя способами:
- Встык – соединяемые элементы разогреваются до температуры плавления по торцам и стыкуются под давлением;
- Применяется электросварная муфта, которая одевается на совмещённые торцы и оплавляется.
Применительно к регионам с сейсмической активностью целесообразно использовать электросварные муфты, которые обеспечивают высокую прочность соединения. Сварка встык менее прочная, но в этом случае цена готового результата существенно ниже.
Рассмотрим каждый из перечисленных способов подробнее.
Способ первый: сваривание полиэтиленовых труб встык
Современное оборудование для сварки труб ПНД встык состоит из следующих элементов:
- станина (центратор) применяется для фиксации стыкуемых труб в требуемом положении;
- торцеватель (триммер) необходим для механической обработки стыкуемых торцов;
- нагревательный элемент применяется для разогрева торцов до температуры плавления;
- гидравлический блок приводит в движение совмещаемые трубы и обеспечивает оптимальную плотность шва.
![]()
На этой схеме приведена инструкция соединения полиэтиленовых труб встык
Рассмотрим подробнее этапы, перечисленные на схеме.
- Разбираем центратор, освобождая место под трубы (стыкуемые детали), для этого снимаем фиксирующее зажимы;
![]()
Стыкуемые элементы зажаты в станине
- Устанавливаем стыкуемые детали в центратор и фиксируем их в верхней части зажимами;
Винты зажимов одинаково закручиваем как с левой, так и с правой стороны. На втором от торца зажиме даем большее усилие, тогда как на первом от торца зажиме даем меньшее усилие, чтобы не деформировать трубу.
- Посредством регулировочного клапана выставляем необходимое давление подвижной части центратора;
Сварочное давление определяется в соответствии с таблицей, которая предлагается к оборудованию. Также, для определения сварочного давления можно применить следующую формулу.
![]()
Формула для определения оптимального давления
- Очищаем поверхность торцов от грязи и пыли, используя специальные салфетки или безворсовую ветошь и спирт в качестве растворителя;
![]()
Подгонка торцов торцевателем
- Устанавливаем торцеватель между стыкуемыми деталями на станину;
- Включаем гидравлику и сдвигаем стыкуемые элементы, а затем включаем торцеватель;
- Демонтируем центратор и удаляем остатки пластиковой стружки из труб;
![]()
Проверка на соосность и герметичность стыка
![]()
Обезжиривание стыкуемых элементов
![]()
Установка нагревательного элемента
- Устанавливаем на станину нагревательный элемент;
- Выставляем на таймере время и температуру, необходимые для оплавления полиэтиленовых стенок;
Для полиэтилена низкого давления температура плавления составляет не менее +220°С.
![]()
Параметры стыковки выставлены
- Включаем гидравлику и сводим стыкуемые элементы к нагревателю под давлением;
![]()
На фото видно, как полиэтилен плавится на стыке с нагревательным элементом
- Запускаем нагрев, который прекратится после срабатывания таймера;
- После того как таймер подал звуковой сигнал, отключаем давление и вынимаем нагревательный элемент;
- Вновь сводим стыкуемые торцы под давлением для получения прочного и аккуратного шва;
![]()
Остывание полиэтилена для качества шва не менее важно, чем само сваривание. Поэтому выдерживаем для остывания не менее 7 минут и в это время не тревожим ни соединение ни центратор.
- После звукового сигнала отключаем давление, разбираем оборудование и освобождаем сваренную конструкцию.
Способ второй: сваривание встык криволинейных участков трубопровода экструдером
Теперь мы знаем, как варить полиэтиленовые трубы встык на прямолинейных трасах. Но, что делать, если нужно сварить не прямолинейный участок трассы, а, например, сделать отвод под углом 45 градусов? В этом случае применяется специальное оборудование под сварку ПНД труб – экструдер.
Инструкция проведения сварочных работ следующая.
![]()
Технология сварки отводов из полиэтилена низкого давления
Рассмотрим подробнее этапы, перечисленные на схеме.
- Посредством торцовочной пилы режем торцы труб под необходимым для стыковки углом;
![]()
Обрезки труб, которые будем варить в качестве примера
- Удаляем стружку и срезаем заусеницы, после чего протираем стыкуемые поверхности ветошью, пропитанной в спирте.
![]()
- Стыкуемые детали укладываются на ровную поверхность, присоединяются друг к другу под нужным углом и удерживаются вручную;
![]()
Настройка температурного режима
- На экструдере выставляем температуру плавления гранул (+220°С);
![]()
Прихватываем место стыка
![]()
Пока прихватки горячие их можно подровнять
- После того как прихватки сделаны, ждём 5-7 минут чтобы пластик остыл;
![]()
Проварка шва по периметру
- Наносим пластик по всей окружности свариваемых деталей;
![]()
- После того как пластик нанесён, оставляем конструкцию остывать в течении 7 минут, после чего сварка считается выполненной.
Если при нанесения пластика из экструдера шов будет получаться не очень аккуратным, его можно будет подровнять ножом по окончанию сваривания.
Теперь несколько слов по поводу прочности сварного шва. В плане эксперимента, после того как остыл пластик, была выполнена деформация собранного отвода.
![]()
Проверка стыка на прочность
Монтажник давил на область шва своим весом до тех пор, пока поперечное сечение труб из круглого не стало овальным. Разумеется, аналогичные опыты с трубами, сваренными встык путем нагревания торцов продемонстрируют меньшую прочность шва.
Обзор способов соединения полиэтиленовых труб был бы неполным без применения электросварных муфт. На сегодняшний день этот метод получает все большее распространение благодаря высокой прочности и долговечности готового результата.
Способ применим как при построении трубопроводов в закрытых помещениях, так и при работе в полевых условиях. Существенным недостатком способа является высокая цена муфт. С другой стороны, такая стоимость оправдана высокими эксплуатационными качествами соединения.
Инструкция выполнения соединений с использованием электромуфты на следующей таблице.
![]()
Сварка полиэтиленовых труб с применением деталей с закладными нагревателями
Рассмотрим перечисленные моменты подробнее.
![]()
Применение специального трубореза
- Стыкуемые торцы обрезаются специальным труборезом для того чтобы получить оптимальную соосность при стыковке;
![]()
- При помощи ручного скребка снимаем оксидный слой с поверхности прилегающей к участку стыковки (примерно 20 см от торца);
![]()
- Снимаем образовавшуюся стружку, используя тот же скребок;
![]()
Обезжиривание стыкуемых деталей
- Наружную поверхность труб и внутреннюю поверхность муфты обезжириваем специальными салфетками или безворсовой ветошью, смоченной в спирте;
![]()
Расстояние, на которое труба войдет в муфту
- Размечаем трубы по размеру муфты для более простого позиционирования в центраторе;
![]()
Сборка всех элементов в центраторе
- По сделанным отметкам крепим трубы и муфту в центраторе;
Сборную конструкцию нужно зафиксировать, но не нужно деформировать. Чтобы круглое сечение труб не стало овальным, не перетягиваем зажимы.
![]()
Подключение муфты к аппарату
- Подключаем клеммы аппарата к специальным разъемам на муфте;
![]()
- Включаем аппарат и выполняем считывание штрих-кода, нанесённого на корпус муфты;
Большинство современных сварочных аппаратов работают в полуавтоматическом режиме. Время нагревания и остывания муфты задаётся в процессе считывания данных зашифрованных в штрих-коде. Без считывания кода аппарат не начнет сварку.
![]()
Настройка аппарата для стыковки свариваемых торцов
- После того как код считан, запускаем процесс сваривания, по окончании которого аппарат уведомляет звуковым сигналом;
- По окончании процесса сваривания засекаем 7 минут, после чего остывание полиэтилена можно считать оконченным;
![]()
Демонтаж готового изделия
- Разбираем зажимы на центраторе и высвобождаем оборудование из-под места пайки.
Приведенная инструкция может использоваться как руководство для поверхностного ознакомления с процессорам сваривания ПНД труб. Для обеспечения оптимального результата руководствуйтесь инструкцией производителя, которая прилагается как к аппарату, так и к муфте.
Итак, теперь вы знаете, как соединить в единое целое полиэтиленовые трубы. Остались какие-либо вопросы? Задавайте их в комментариях к тексту. Кроме того, рекомендую посмотреть видео в этой статье.
Сварка труб ПНД своими руками

Сварка труб ПНД своими руками
Полиэтиленовые (ПНД) трубы с диаметром от 20 до 1200 мм получили широкое распространение благодаря своим преимуществам и легкости монтажа. Их используют для прокладки газо- и водопроводов, внутренней, наружной, ливневой канализации. В зависимости от поставленных целей полиэтиленовые трубы могут быть напорными или безнапорными. Вторые как раз применяются для канализационных систем.
Соединять полиэтиленовые трубы можно тремя способами, один из которых является разъемным (соединение посредством фланцев и фитингов), два других же относятся к сварным неразъемным (сварка специальным оборудованием встык или с применением электромуфт). Сварное соединение наиболее прочное, швы герметичны и устойчивы к воздействию химически агрессивных сред.
Вне зависимости от вида сварки ПНД труб, следует провести ряд подготовительных мер перед работой. А именно:
- закупить и привезти на рабочую площадку сами трубы и крепеж (фитинги прямые, угловые, тройники и другие соединительные элементы), зажимы и редукционные вкладыши, соответствующие диаметру свариваемых труб;
- обустроить и освободить от посторонних предметов рабочую площадку, на которой будет размещено сварочное оборудование;
- механически обработать торцы ПНД труб и всех фасонных деталей.
Сварочное оборудование перед работой следует тщательно проверить на исправность и работоспособность. Порядок подготовки оборудования заключается в следующем:
- узлы сварочного аппарата осматривают визуально, заземлители и электрические провода проверяют на исправность, ножи торцевателя проверяют на степень заточки;
- далее подготавливают электрогенератор, заправляя его топливом и проводя тестовое включение;
- детали оборудования (скребок, торцеватель, нагреватель) перед работой очищают от имеющихся загрязнений и следов приставшего полиэтилена, затем обезжиривают все поверхности растворителем;
- на гидросистеме сварочного оборудования обязательно проверяют наличие масла и его уровень, проводят испытание на работоспособность подвижного зажима, после чего смазывают все трущиеся детали оборудования специальными составами;
- проводят проверку всех имеющихся контрольно-измерительных приборов.

Если сравнивать электромуфтовую и стыковую сварку, то первая экономически менее выгодна, однако производить ее очень удобно в тех случаях, когда работа производится в стесненных обстоятельствах при минимальном количестве рабочего пространства. Электромуфтовую сварку часто применяют для ремонта ПНД труб (особенно для труб диаметром до 160 мм) и установки разветвления в уже имеющемся трубопроводе. Сварные швы после качественно проведенных работ выдерживают давление до 16 атмосфер.

Аппарат для электромуфтовой сварки труб ПНД
Электромуфта представляет собой фасонную деталь из полиэтилена с вживленными в корпус муфты электрическими спиралями. Муфты производят для труб различного диаметра и калибруют штрих-кодом, на котором обозначены условия температурного режима, продолжительность нагрева и прочая информация для работы. Если производится прямолинейная сварка ПНД труб, то муфту используют простой формы, для монтажа прочих конструкций существуют тройники электрофузионные, седловые отводы и другие детали из полиэтилена с аналогичными электроспиралями.

Соединительные детали для монтажа полиэтиленовых труб
Принцип заключается в следующем: после подачи электрического тока на спирали муфты происходит повышение температуры близлежащего слоя полиэтилена и его плавление. После этого нагреваются торцы полиэтиленовой трубы под муфтой. При этом труба ПНД расширяется, образуется необходимое для качественной сварки давление. После отключения электропитания труба остывает, а сварной шов с приваренной муфтой, затвердевая, образуют жесткое герметичное соединение.

Труба в разрезе после сварки электромуфтовым способом
Перед процессом сварки проводят подготовку: удаляют загрязнения с труб, зачищают их края, обезжиривают внутреннюю поверхность электромуфты.
После этого края труб вставляют в муфту и фиксируют всю эту конструкцию в позиционере.
Чтобы узнать параметры сварки, считывают штрих-код на фасонной детали или вручную вводят указанные значения на электрический сварочный аппарат.
Контакты электромуфты и сварочного аппарата соединяют между собой и подают напряжение.
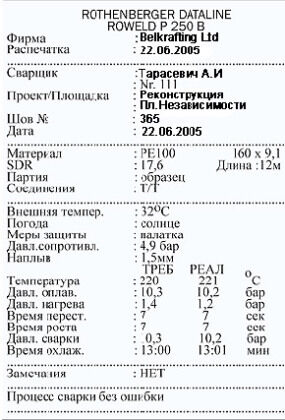
После окончания процесса соединения муфты и торцов труб питание отключают, а конструкцию оставляют остывать, строго соблюдая ее неподвижность. После того, как труба остынет, ее извлекают из позиционера и распечатывают протокол сварки.
Если свариваемая труба имеет большой диаметр, в технологию может быть добавлен пункт дополнительного подогрева деталей.

Оборудование для стыковой сварки труб ПНД
Стыковая сварка технологически более сложный процесс, нежели соединение ПНД труб электромуфтой. За работу можно браться, только имея квалификацию сварщика и соответствующий опыт работы.

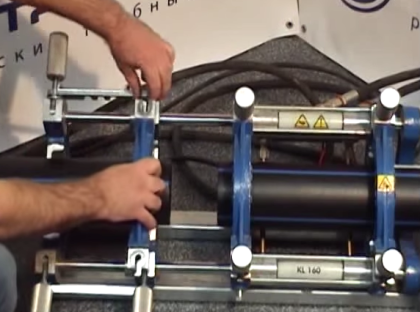
Оборудование для стыковой сварки полиэтиленовых труб
При стыковой сварке образуется монолитный шов, не уступающий по техническим параметрам прочим поверхностям полиэтиленовых труб, не нарушающий гибкости конструкции. Таким способом соединяют трубы между собой, а также производят монтаж фитингов и других деталей.
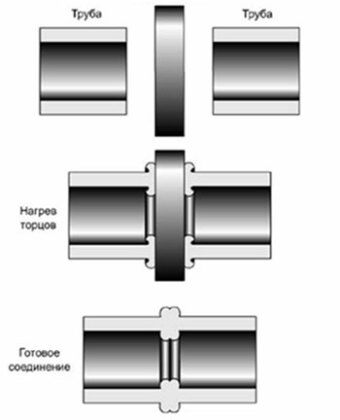
Схема стыковой сварки
Стыковая сварка применима только для соединения деталей одинаковой марки полиэтилена, диаметра, SDR с толщиной стенок более 4,5 мм и диаметром более 50 мм. Температурный режим для работы должен соответствовать диапазону от -15°С до +45°С.
На подготовительном этапе проверяют овальность полиэтиленовых труб, сравнивают толщину их стенок, соответствие SDR свариваемых деталей. После этого с торцов ударяют сколы, неровности (можно использовать электроторцеватель, который обрежет трубы под углом 90°), очищают от загрязнений (пыли, песка, влаги и т.д.).
Трубы устанавливают в центратор, выдерживая расстояние между торцами около 4 см.
Трубы устанавливают в центратор, выдерживая расстояние между торцами около 4 см
После этого производят формирование первичного грата путем расплавления торцов труб на аппарате для сварки.
Нагревателем воздействуют на торцы ПНД труб. При этом тепло распространяется вглубь полиэтилена, начинается процесс его плавления.
После выдерживания нагревательной части сварочного аппарата на торцах труб в течение определенного времени, которое выбирается в зависимости от размера и толщины изделий, ее аккуратно удаляют, а нагретые трубы стыкуют между собой. Важно, чтобы время, затраченное на удаление сварочного аппарата и стыковку нагретых концов труб было минимальным.
На горячем полиэтилене после стыковки образуется окончательный грат. Надлежащее давление обеспечивает машинка с гидродинамическим перемещателем.
Когда полиэтилен остынет, получится равномерный герметичный шов — бурт. В случае допущения ошибок в технологическом процессе / монтаже, шов получается неоднородным или кривым. Важно не допускать сдвига стенок труб относительно друг друга более чем на 10% от толщины их стенок.
Внешний вид верно и ошибочно сваренных встык труб ПНД
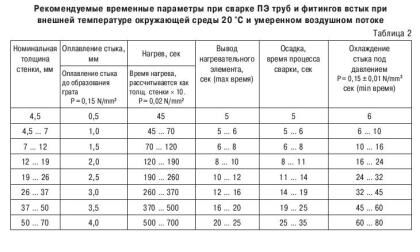
Таблица с рекомендуемыми временными параметрами при стыковой сварке полиэтиленовых труб
Как соединить трубы ПНД: методы сварки и особенности проведения работ
Трубы из пластика сегодня нашли обширное применение во многих сферах жизни человека. На бытовом уровне это – организация трубопроводов для водоснабжения. Можно смело говорить о том, что ПНД трубы по многим параметрам превосходят свои аналоги из металла. И сегодня все чаще домовладельцы отдают предпочтение именно им, когда решают организовать у себя на участке водопровод. Тогда-то перед ними и встает вопрос, как соединить трубы ПНД своими руками так, чтобы они обеспечили надежное соединение без протечек и прослужили верой и правдой далеко не один год?
Какие бывают типы соединения ПНД труб, их положительные характеристики

Трубы ПНД – это современные пластиковые трубы, которые изготавливаются из полиэтилена низкого давления, произведенного методом полимеризации этилена при низком давлении.
При всем своем многообразии, все типы соединения (кстати, не только полиэтиленовых труб, но и изготовленных из других материалов) можно поделить на две большие группы:
- Соединения неразъемного типа – реализуемые, как правило, посредством различных сварок;
- А также разъемные соединения – данный тип осуществляется с применением различных соединительных приспособлений и деталей.
Анализ показывает, что именно последний вариант соединения используется чаще всего. И тому «виной» его достоинства:
- Он экономичнее. Нет необходимости, как правило, в приобретении специальной аппаратуры для проведения сварных работ, не нужно платить за работу специалисту;
- Он доступнее, так как данный тип соединения можно реализовать во многих местах, там, где проведение сварочных работ по тем или иным причинам невозможно – под водой, рядом с горючими материалами и т.д.;
- Можно осуществить соединение труб, изготовленных из разных материалов и с разными диаметрами;
- Быстрота исполнения также относится к достоинствам этого способа.
Но и сварной способ обладает своими плюсами:
- Он обеспечивает надежное крепление, которое характеризуется долговечностью;
- Трубы, соединенные сварным способом, не нуждаются в регулярной ревизии, следовательно, их можно замуровать в стену – и забыть про них на долгое время.

Сварной трубопровод имеет существенные преимущества перед трубопроводами состоящими из механических компонентов, т.к. соединение труб сварным способом, является единой неразборной системой из гомогенного материала.
Какому методу отдать предпочтение – это, разумеется, решать самому потребителю, исходя из своих возможностей и из того, какие цели он ставит перед собой, какие требования предъявляет к тому или иному виду соединения.
Данный метод применяется, как правило, если приходится иметь дело с трубами со стенками не толще 5 миллиметров.
Чтобы выполнить такой тип соединения, нужно будет проделать следующее:
- Выровнять торцы труб, избавить их вот возможных шероховатоестей;
- Снять фаску примерна на ширину от 2 до 3 миллиметров;
- Провести обезжиривание места сварки;
- Проконтролировать соосность соединяемых между собой торцов;
- Затем между соединяемыми торцам устанавливается нагревательный элемент, сами торцы прижимаются к нагревателю – до их оплавления;
- Нагревательный элемент убирается, торцы прижимаются друг к другу без вращения относительно друг друга. Нужно просто подождать, пока не остынет свариваемый материал.
После того, как соединение было осуществлено, не будет лишним проконтролировать плотность и герметичность соединений. Особенно это важно, если планируется убрать соединяемые таким образом между собой трубы в стену. Ведь впоследствии в случае обнаружения брака на исправление ошибки уйдет значительно больше сил и времени.
Обратите внимание! ПНД трубы, используемые в трубопроводах, которые эксплуатируются под напором, особенно в случае с диаметром от 20 см, потребуют исключительно сварки. Это обусловлено тем, что в случае использования бессварного соединения, участок трубопровода может потерять необходимую жесткость, что, в свою очередь, приведет к деформации участка трубы.
Существует и еще один вариант соединения неразъемного типа. Это так называемый электросварочный фитинг, он же – электромуфтовая сварка. Чтобы проделать сварку таким способом, потребуется специальная одноразовая муфта, внутрь которой вмонтировано нагревательное устройство. Муфту нужно надеть встык и подключить к источнику электричества. Как долго следует нагревать – указано в прилагаемой инструкции по установке. Для той или иной модели муфты этот параметр может быть разным.

Стыковая сварка применяется чаще всего для труб с большим диаметром при прокладке трубопроводов, для такого способа соединения труб требуются большие затраты времени.
После того, как нагрев произошел, нужно отключить муфту от электричества и дождаться остывания материала. Теперь можно и провести пробный пуск воды для обнаружения возможных протечек.
Достоинством такой электромуфтовой сварки является ее простота, а также высокая степень надежности и прочности соединения. Такой способ особенно целесообразен в случае необходимости впоследствии спрятать трубы в траншее или в ином труднодоступном месте.
Другим распространенным способом осуществления соединения ПНД труб является соединение при помощи фитингов. В частности, нередко используют так называемые компрессионные фитинги. Они также носят название обжимных раструбов. Выполняются все работы без какого-либо специализированного оборудования, можно обойтись всего лишь одним ключом. При таком способе можно организовать соединения труб с диаметрами от 20 до 315 миллиметров.
Процесс работы в этом случае будет таким:
- Для начала необходимо подготовить трубы по длине, а также осуществить зачистку торцов от шероховатостей, произвести обезжиривание скрепляемых поверхностей;
- Затем на торцы подготовленных таким образом труб надевается распорное кольцо, выполненное из резины или из полиуретана. Диаметр кольца должен быть равным внутреннему диаметру фитинга;
- На концы труб также надевается затяжная гайка, а также поджимные шайбы – по две на каждую сторону. При этом одна шайба будет выжимать распорное кольцо, а другое – уплотнять гайку дополнительно;
- Соединение, подготовленное таким образом, начинают соединять при помощи гаек до упора с двух сторон.

Фитинг в сантехнике — соединяющая часть трубопроводной системы, которая устанавливается в местах стыковки протоков, разветвляющихся участков устройства, поворотов, сочленениях фрагментов различного диаметра.
Такие компрессионные фитинги имеют преимущество в том, что с их помощью можно провести соединение труб, изготовленных не только из ПНД, но и других материалов. При их монтаже не имеет никакого значения температура окружающей среды.
Особенности проведения соединения фланцевым методом
Данный метод пришел из соединения металлических водопроводных труб. Именно там с помощью такого способа монтируются всевозможные регуляторы, вентили или задвижки, иные приспособления.
Для того, чтобы осуществить соединение таким методом, потребуется сначала к торцам труб наварить специальные полиэтиленовые втулки. Затем на них монтируются металлические фланцы.

При устройстве соединения полиэтиленовых и металлических труб используются свободные фланцы из стали, размер которых соответствует размеру металлических труб.
Можно ли осуществить соединение ПНД труб своими силами
Для того, чтобы правильно ответить на этот вопрос, для начала не будет лишним уточнить, о каком именно трубопроводе идет в данном случае речь. Ведь трубы ПНД можно прокладывать для:
- Организации канализации в частном домовладении, на дачном участке и т.д.;
- Монтажа водопровода, предназначенного для холодной воды (для горячей ПНД трубы не годятся, так как обладают низкой термопластичностью);
- Или же для электропроводки.
В случае оборудования безнапорной канализационной системы соединение труб обычно не вызывает особенных проблем. Труба при этом на одном конце имеет специальное расширение для закладки другого конца трубы, который, в свою очередь, для этого также подготовлен. Останется лишь вставить один конец трубы в другой и немного поджать соединение. Также не будет лишним в месте стыка провести обработку герметиками.
Монтаж уголков, тройников и т.д. в этом плане нисколько не отличается – здесь также конструктивно предусмотрено все для этого.
Для прокладки же электрической проводки применяются как гладкие, так и гофрированные трубы. Они должны как не допустить проникновение влаги к проводам, так и защитить их от несанкционированного доступа со стороны посторонних лиц, а также защитить проводку от механического воздействия.

Неразъемное соединение чаще всего применяется, если жидкость туда будет подаваться под давлением. Разъемные водопроводы создаются в случае монтажа самотечных систем.
Соединение в этом случае осуществляется методом сварки встык, либо при помощи муфты. В случае с гофрированной трубой применяется и метод горячей обсадки. Для этого нагревается один конец трубы, а другой – холодный – вставляется в него. После того, как труба остынет, она плотно насаживается на холодный конец, заполняя герметично все промежутки между стенками труб.
Все эти способы соединения можно вполне провести и своими силами. Для этого потребуются минимальные навыки.
Иван Родионович Чернышев, специалист-монтажник: Если производится сварка ПНД труб, то при этом нужно следить за тем, чтобы выполнялись следующие условия. Во-первых, сварной шов не должен быть расположен ниже внешней поверхности труб. Во-вторых, во время сваривания нужно следить за тем, чтобы смещение соединяемых отрезков не превышало десяти процентов от толщины стенок тру.
Константин Кукушкин, мастер-монтажник: О том, что сварка прошла качественно, может говорить высота валика сварного шва. На хорошем шве валик не должен быть больше 2,5 миллиметров в высоту – если толщина стенки трубы не превышает 0,5 см. Для более толстых труб этот показатель допускается увеличивать до 5 миллиметров. В любом случае, соединение должно обеспечивать необходимую степень герметичности – это и есть показатель качества проведенных сварных работ.
Как было показано выше, существует немало способов соединения труб ПНД. Благодаря своим отличным эксплуатационным качествам и простоте монтажа, такие трубы пользуются широкой популярностью. Делая выбор в пользу того или иного описанного здесь метода, нужно учитывать специфику применения трубопровода.





