Самая полная информация по теме: «все о продольных пилах» с полным описанием и комментариями от профессионального мастера.

Пила незаменима при работе с деревом, есть множество вариантов применения этого инструмента, начиная от небольших столярных работ, и заканчивая сложными конструкциями. Рассмотрим виды и назначения пил, которые пригодятся любому мастеру.
Обыкновенная ножовка подойдет для больших и грубых распилов, ее основной плюс в том, что она не нуждается в сети. Применяя этот инструмент в дуэте со стуслом, вы сможете совершать распилы под углом.

Ручная пила с тонким, гибким острием, предназначена для небольших, точечных распилов при столярных работах, к примеру, при распилах плинтусов.
Ни одна из электрических пил не способна выполнять такого множества задач, как этот инструмент. Ручная циркулярная пила позволит вам совершать продольную и поперечную резку, врезку и пр., с помощью инструмента возможно осуществлять частичные надрезы, снимать фаски и делать заготовки.

Какую бы столярную работу вы не выполняли — диск торцовочной пилы распилит материал под необходимым углом. С помощью данного инструмента мастер сможет не только поворачивать диск для резки под нужным углом, но и наклонить лезвие, чтобы срезать фаски.

Этот инструмент, конечно, способен распиливать короткие доски, однако его главным предназначением является подготовка заготовок из длинных досок. Диск, который располагается над поверхностью стола, разрезает материал, который мастер направляет на лезвие.

Электролобзик, также именуемый как сабельная пила незаменим, если вам необходимо сделать сложный распил. Инструмент обладает отличной маневренностью, что дает возможность вырезать линии практически любой сложности. Благодаря прямому и узкому острию лобзик прекрасно делает кривые распилы, мелкие отверстия и филигранные срезы.

Внешний вид этого инструмента напоминает электролобзик, однако салазковая пила больше по размеру и мощнее. Данный инструмент незаменим для выполнения вырезов и различных отверстий, сборки деревянных конструкций, спила неровностей, пиления в ограниченном пространстве и прочих задач.

Этот инструмент разработан для распила таких материалов, как стекло, кафель, камень и пр. Алмазные пилы дают возможность получить филигранно-ровный распил без дефектов. Инструмент безопасен и прослужит вам долгое время.

Данный инструмент предназначен для распилов по кривым линиям. Ленточная пила состоит из двух колес, с закрепленной между ними зубчатой металлической пластиной, которая смещается на колесах в одной вертикальной плоскости, а стальной стол направляет материал к острию. Инструмент поможет вам распиливать толстые пиломатериалы на тонкие доски, также он способен работать с металлом и другими материалами. Существуют переносные модели этого инструмента.

По дизайну инструмент походит на дрель в прямом корпусе, оснащен режущим элементом в виде сверла. Спиральная пила универсальна, ее можно применять для работы с практически любым материалом – будь-то работа с гипсокартоном, пиление покрытия для пола либо манипуляции с пластиковыми трубами. С ее помощью можно делать распилы любой сложности и формы.
Виды пил – обзор, особенности, назначение и характеристики
Жизнь современного человека невозможно представить без пилы. Она необходима и в промышленном производстве, и в домохозяйствах. У хозяина всегда есть под рукой ножовка, у профессионала их целый арсенал. Существует множество видов пил в зависимости от их предназначения.
Пилы подразделяются на ножовки (ручные и электрические), дисковые (в основном электрические, но бывают и ручные), торцовочные, цепные (с боковым и продольным размещением двигателя), электролобзики, ленточные, циркулярные. Помимо этого, выделяют алмазные, спиральные пилы. У перечисленных видов – разное предназначение.

Ручные пилы с продольной или поперечной резкой называют ножовками. Их подразделяют на инструменты по металлу и по дереву.
По назначению выделяют следующие виды ручных пил:
- классические – с продольным или поперечным срезом,
- шиповые – используются с целью вырезки соединительных шипов,
- выкружные – используются для вырезки отверстий.
По величине полотна ручные пилы классифицируются:
- на мини-ножовки (с длиной полотна до 350 мм, с частыми мелкими зубьями, в основном предназначены для выполнения столярных работ);
- универсальные (длина полотна – до 550 мм, зубцы средние, предназначены и для столярных, и для плотницких работ);
- широкие (длина полотна – более 600 мм, зубцы крупные, используется для плотницких работ).
Помимо ножовок к видам пил для ручного использования относятся:
- Лучковые пилы, которые предназначены для выполнения точечных срезов, поскольку их полотно тонкое и гибкое. Если ножовками совершают большие разрезы, то лучковыми пилами – небольшие.
- Циркулярные, предназначенные для выполнения распилов в любом направлении, снятия фасок, поделки заготовок, осуществления надрезов.
Выкружные пилы характеризуются наличием длинного узкого полотна.
Шиповые пилы (пилы-наградки) похожи на рубанок с двумя ручками. Предназначены для вырезания шипов и пазов.
Среди ручных пил также выделяют обушковые (с прямоугольным полотном, ограниченным сверху обушком, лимитирующим пропил шириной полотна, ручка расположена под углом 45 о ), складные (со складывающимся полотном и мелкими зубьями) и садовые (полотно в виде сабли, используются для обрезки деревьев в саду).
С целью обработки металла используется лишь один вид ножовки с различным по ширине полотном и мелкими зубьями. Полотно закрепляется в лучковом держателе и закрепляется винтом.
Продольная резка предназначена для распила дерева вдоль волокон. Зубья этих пил имеют двухстороннюю заточку, поэтому пилят одинаково и вперед, и назад.
Поперечная резка предназначена для распила дерева поперек волокон. Заточка у них аналогичная продольным пилам, поэтому резка осуществляется и вперед, и назад.
Выделяют следующие виды зубьев пил: мелкие, средние и крупные, их маркируют по стандарту TPI. Чем мельче зубья, тем более качественный распил они обеспечивают.
Пилы по дереву могут быть с поперечной, продольной резкой или универсальными. Сегодня на рынке можно встретить пилы с промежутками между зубьями. Данный вид ручной пилы предназначен для распила сырой древесины.
Ножовка предназначена для выполнения грубых распилов. Если использовать стусло, ею можно выполнять срезы под определенным углом.
Данные виды пил отличаются бесшумностью работы, легкостью, отсутствием газов (в отличие от бензопил), возможностью запуска в любом помещении при наличии электричества. Это их положительные качества, однако имеются и отрицательные. К ним относятся, прежде всего, необходимость наличия электросети, что нехарактерно для абсолютно любых условий. Помимо этого эти пилы могут использоваться при определенной мощности напряжения, и их срок эксплуатации ограничен 5 годами.
Различают следующие виды электрических пил: дисковая, циркуляционная, торцовочные (характеристика приведена ниже), цепная, сабельная, а также электрическая ножовка.
Цепные электропилы могут применяться в саду, заготовки дров. Бывают продольными и поперечными.
Сабельная пила плотно прилегает к материалу распила. Ею выполняют плотницкие, столярные и кровельные работы.
Полотно у электроножовки движется по двум направляющим. Она характеризуется хорошей безопасностью и точностью распила.
Диски с твердосплавными напайками применяются для работы с твердым деревом, пластиком, тонким металлом.
Здесь возвратно-поступательные движения ручных пил заменены на круговые, в основном обусловленные использованием не ручной силы, а силой электродвигателя.
Выделяют следующие виды дисковых пил по конструкции: редукторные (мотор работает за счет редуктора, на валу которого находится диск) и безредукторные (диск закреплен на валу ротора двигателя).
Редукторные пилы характеризуются глубоким распилом по сравнению с безредукторными. У последних диск может иметь зубья, имеющие направление, совпадающее с направлением движения. В этом случае диск называется активным. В ином случае его называют пассивным (наклон зубьев против направления движения). Первые диски используют для распиловки древесины, вторые – металла.
Небольшое число изготовителей производят ручные дисковые пилы, которые можно в перевернутом положении закрепить на столе и использовать как циркулярные пилы.
Некоторые дисковые пилы имеют рукоятку для обеспечения комфортной работы, а некоторые крепятся к столу и не имеют ручки. Неподвижная часть может вращаться до 60 о . Это позволяет использовать эти пилы при изготовке реек, вагонок, плинтуса.
В комплекте с дисковыми пилами должны идти линейки для обеспечения наиболее точного распила.
Электрическая дисковая пила позволяет подготавливать шипы и осуществлять выборку четвертей из изделий, изготовленных из дерева.

Данные виды пил используют для распиловки достаточно твердых материалов, таких как дерево или пластик.
У разных видов циркулярных пил можно изменять угол распила и глубину. С помощью них можно выполнять продольные, поперечные, а также наклонные распилы.
Распил будет тем качественнее, чем больше зубьев расположено на диске. Однако данные диски снижают производительность циркулярок. Поэтому сейчас применяются диски с твердосплавными напайками.
По сравнению с лобзиком циркулярные пилы обеспечивают большую точность, но при этом имеют большую массу.
Виды циркулярных пил выделяются в зависимости от используемых дисков. Так, диски с твердосплавными напайками используются при необходимости выполнения распиловки твердого дерева, гвоздей, тонкого металла, пластика. При использовании дисков без напаек получают чистые (в отличие от предыдущего вида) и ровные распилы, однако предназначены такие диски только с мягким деревом.
Стационарные циркуляционные пилы могут быть с закрытым литым основанием, облегченными и гибридными. Облегченные циркуляционные пилы в основном применяют в домашних условиях. Станина может выполняться из стали и чугуна, но всегда открытая, в отличие от профессиональных моделей. Также здесь используется облегченная подвеска. Профессиональные модели позволяют делать распил до 250 мм, а облегченные – до 90 мм. Вибрация у последних видов значительно выше, питание осуществляется от сети 220 В, в то время как у профессиональных – в основном от 380 В.
У гибридных циркуляционных пил станина закрыта, они отличаются невысокой стоимостью и работают от бытовых электросетей. Максимальная глубина заготовки для основных моделей пил не превышает 75 см. Гибридные и облегченные циркулярки имеют мощность до 2 кВт, а профессиональные – свыше этого значения.
Для очень быстрого совершения движений полотна вверх-вниз используется электролобзик, с помощью которого выпиливают плоские криволинейные заготовки. При помощи данного инструмента можно разрезать фарфор, дерево, металл, OSB, пластик при использовании специальных пилок, отличающихся по частоте и наклону зубьев. Данные виды лобзиков характеризуются частотой хода, глубиной распила и мощностью.
Ленточная пила является продолжением электролобзика. Ее полотно представлено лентой с зубцами, которая замкнута и приводится в движение с помощью электродвигателя. По сравнению с электролобзиком здесь обеспечивается большая точность и чистота среза. Глубина распила может составлять 8-50 см. Ни дисковая пила, ни электролобзик не способны достичь максимальной глубины распила с помощью ленточной пилы.

Выделяют следующие виды ленточных пил:
- По материалу изготовления – углеродистые и легированные пилы. Последние характеризуются увеличенной износостойкостью.
- По технологии изготовления и закалке зубьев ленты классифицируются на пильные полотна с насеченными незакаленными и нарезанными закаленными зубьями.
Первые пилы имеют невысокую стоимость и позволяют разрезать древесину, имеющую различные включения. Логично, что здесь используются небольшие скорости и небольшие объемы работы. Вторые пилы имеют высокую стоимость, но и высокую износостойкость.
Для фигурной резки используют полотна 3/8 дюйма, для обычных работ по дереву – 1/2 дюйма.
Существуют ленточные пилы и для разреза металла, похожие по конструкции на деревообрабатывающую ленточную пилу, но позволяющие выполнять только поперечную распиловку стального проката. Данный разрез может выполняться под различными углами.

С помощью этих пил можно осуществлять распиловку под различными углами в вертикальной и горизонтальной плоскостях. Применяются для распила дерева, пластика, металла.
Выделяют два вида торцовочных пил: обычные с функциями, присущими торцовочным пилам, и комбинированные, которые сочетают в себе функции циркулярной и торцовочной. У последнего вида пил под диском расположен распиловочный стол. Данные инструменты характеризуются наличием протяжки, с помощью которой увеличивается глубина распила. От заклинивания диск защищен раскалывающим ножом.
Таким образом, существуют различные виды пил. Их выбор определяется целью и частотой использования, а также возможностью воспользоваться электрическим током в случае использования электропил.

Продольными пилами распиливают бревна при заготовке брусьев, пластин или досок. Для этого применяют пилу с верхней и нижней ручками, которая при работе получает движение в вертикальной плоскости (рис. 59). Зубья в виде остроугольных треугольников режут при движении вниз. Полотно пилы в верхнем конце всегда шире, чем в нижнем. Линия вершины зубьев получается наклонной. Верхнюю изогнутую ручку соединяют с полотном обычно наглухо. Реже соединение делают разъемным.
При работе пилу приходится вставлять в пропил сверху, поэтому нижнюю ручку устраивают всегда съемной. Ее крепят клином или винтом. Продольные пилы изготовляют из холоднокатаной листовой стали марки 9ХФ, термически обработанной до твердости HRC 42—47. Ресурс пилы между переточками при распиловке сосны и ели:— не менее 4,5 м2 (поверхности пропилов).
Размеры отечественных продольных пил, выпускаемых по ТУ 14—1—2530—78, а также и некоторых зарубежных указаны в таблице 9. Эти данные могут служить ориентиром при установлении или уточнении типоразмеров выпускаемых в нашей стране пил. Прежде всего они указывают на целесообразность изготовления пил не одного какого-либо размера, а нескольких типоразмеров. Например, в американской практике нашли применение как широкие, так и узкие пилы. В некоторых условиях бывает более целесообразно применять облегченные узкие пилы.
Бревна распиливают на козлах или на подкладках, уложенных поперек канавы. В обоих случаях высота должна быть несколько больше роста человека, находящегося внизу (не менее 1800 мм). Преимущество канавы перед козлами состоит в том, что не нужно поднимать тяжелые бревна на значительную высоту.
Перед тем как поднять бревно на козлы, на торцевой и боковой поверхности его размечают (наносят линии) шнуром, натертым мелом или углем. На козлах бревно устанавливают так, чтобы линии на торце шли вертикально. Оно удерживается соседними бревнами, клиньями и скобами.
Один работающий встает наверху на смежные бревна или на доски, положенные рядом с распиливаемым бревном. Он обращен лицом к концу бревна, с которого начинается распиливание. Второй работающий стоит лицом в противоположную сторону. Руки обоих движутся по особым кривым, переводя пилу из одного положения в другое. Пилит только нижний человек. Верхний поднимает пилу и направляет ее по заданной линии.
При подъеме пилу несколько отводят назад, что способствует удалению опилок. Когда пропил достигнет длины 250—300 мм, в него забивают клин, что устраняет заедание (зажимание) пилы и облегчает сам процесс пиления. Если все пропилы достигнут поперечины козла, то пилу вынимают, снимают нижнюю ручку, а бревно перемещают в сторону от перекладины. Затем в пропил сверху вставляют пилу, закрепляют нижнюю ручку и продолжают работу. Если бревно распиливают на доски, то пропилы не доводят до конца на 80—100 мм. Это обеспечивает устойчивость положения бревна.
При получении пиленой фанеры из древесины ценных пород и древесных наплывов, отличающихся высокой художественностью или красотой рисунка, используют пилы, называемые шпанами. Они отличаются тем, что полотна у них натянутые, вследствие чего их толщина уменьшена до 0,5—0,6 мм.
К концам тонкого полотна прикрепляют головки. Одну закрепляют к нижней поперечине, а другая проходит через отверстие в верхней поперечине и оканчивается винтом с гайкой. Отростки поперечин служат ручками. Посредством двух стоек, связанных с поперечинами, образуется рама, создающая возможность натяжения полотна. Длина пилы 1330—1500 мм, ширина 100—120 мм, шаг зубьев 6—12 мм.
Пиление столярной ножовкой



Пиление является одной из наиболее ответственных операций в процессе обработки древесины. От качества его выполнения во многом зависят качество изготовления деталей и экономия древесины. Правильно выполнив пиление, можно уменьшить припуски на последующее строгание и время на изготовление детали.
Ручные столярные пилы делят на натянутые с тонким пильным полотном и ненатянутые со свободным, более толстым полотном. К натянутым пилам относятся все лучковые пилы, а к пилам, имеющим свободное полотно,— ножовки.
Ниже вы можете посмотреть фрагмент фильма об изготовлении ручных пил и ножовок. Полную версию фильма можно скачать здесь.
По направлению разрезания волокон различают поперечное, продольное и смешанное пиление.
При поперечном пилении направление реза (пропила) перпендикулярно волокнам.
При продольном пилении — параллельно волокнам. При смешанном пилении — направлено под углом к ним.
Режущим элементом любой пилы является лента с нарезанными на ней зубьями. Каждый зуб представляет собой резец. Зубья пил характеризуются также шагом и высотой: высота — кратчайшее расстояние между основанием и вершиной зуба; шаг — расстояние между вершинами соседних зубьев.
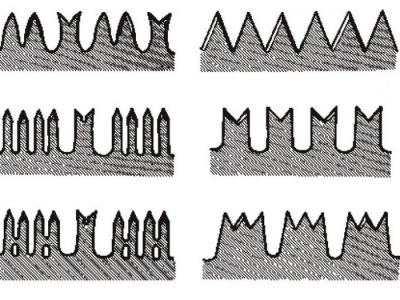
Для поперечного пиления заготовок применяют пилы, у которых зубья имеют прямой треугольный профиль, а для продольного пиления — пилы с наклонным профилем зубьев.
Ручные пилы выпускают с мелкими и крупными зубьями.
У пил для поперечного пиления острые режущие кромки вершин зубьев поочередно надрезают волокна древесины и выносят отколовшиеся частички древесины в виде опилок.
У пил для продольного пиления выступающие вперед режущие кромки наклонных зубьев срезают волокна древесины и отрезанные частички скалываются вдоль волокон, образуя опилки. Ниже на рисунках показаны формы зубьев и схемы перерезания волокон продольными и поперечными пилами.




Техническая характеристика зубьев пил
В этом процессе резание осуществляется многорезцовым вращающимся инструментом в форме диска — круглой пилой. В круглопильных станках пила может находиться относительно заготовки в верхнем или нижнем положении (рис. 24).
Диаметр резания D = 2R, мм (он же — главная характеристика инструмента — диаметр пилы), в анализе процесса принимается одинаковым для всех зубьев. Частота вращения пилы п, мин -1 , считается постоянной. Тогда скорость главного движения v, м/с:


В среднем скорость v при пилении круглыми пилами на станках составляет 40. 80 (максимум 100. 120) м/с.
Движение подачи придается, как правило, заготовке. Скорость механической подачи vs в станках достигает 100 м/мин и более.
Подачу на один оборот пилы S0и на один зуб Sz мм, определяют по формулам

где z = πD/t3 — число зубьев пилы; t3 — шаг зубьев, мм.
Различают пиление со встречной подачей, когда проекция вектора скорости главного движения v на направление подачи и вектор скорости подачи заготовки vs направлены навстречу друг другу, и с попутной подачей, когда они совпадают по направлению.
При продольном пилении попутная подача используется редко, так как при ней возможно затягивание древесины пилой, что приводит к неравномерной скорости подачи, перегрузке двигателей механизмов главного движения и подачи, т. е. к аварийному положению. Попутная подача часто встречается при поперечном пилении при неподвижной заготовке. На рис. 24, а, б показано пиление со встречной подачей. Изменение направления вектора v будет соответствовать схеме пиления с попутной подачей.
Траектория главного движения — вращения пилы вокруг оси — представляет собой окружность радиуса R, на которой расположены вершины зубьев. Траектория движения подачи заготовки (или оси вращения пилы, если ей придано движение подачи) — прямая линия. Траектория движения резания — перемещения вершины зуба пилы относительно распиливаемой древесины — получается в результате сложения двух одновременно происходящих движений: главного и подачи.
У всех современных круглопильных станков скорость главного движения v во много раз превышает скорость подачи vs, так что вектор скорости резания ve по величине и направлению мало отличается от скорости главного движения. В расчетах их обычно принимают равными, допуская при этом незначительную погрешность. Слой (см. рис. 24, б) срезается по дуге АВ, которую называют дугой контакта зуба с древесиной. Точка А является точкой входа, точка В — точкой выхода зуба из древесины. Средняя точка С делит дугу контакта пополам. Отмеченным точкам соответствуют угол входа φвх, угол выхода φвых и средний угол φср, которые отсчитывают от нормали к направлению подачи. Величины углов φвх и φвых определяются расстоянием h, радиусом пилы R и высотой пропила t (табл. 11).
Таблица 11. Соотношения для вычисления φвх и φвых
Угол, соответствующий дуге резания или длине срезаемого слоя, называют углом контакта φконт:

Текущий угол φ, определяющий положение зуба на дуге резания, нарастает равномерно, пропорционально времени; поэтому можно говорить о среднем угле φср, характеризующем режим пиления:

При продольном пилении угол φср будет соответствовать среднему углу встречи главной режущей кромки зуба с волокнами древесины:

Длина срезаемого слоя / вычисляется как длина дуги контакта

где φконтизмеряется в градусах.
В процессе подачи два соседних зуба формируют разные поверхности дна пропила: один зуб — поверхность со следом 1— 1‘, второй — поверхность со следом 2—2’. Расстояние между этими поверхностями по направлению подачи равно Sz. Расстояние по нормали — кинематическая толщина слоя а — различно (рис. 24, в). Текущее значение кинематической толщины срезаемого слоя вычисляют по формуле

Частные значения толщины слоя:


в середине дуги резания (серединная толщина)

Средняя толщина вычисляется путем деления площади боковой поверхности слоя fcбна длину:

Формулы (109), (110) дают несколько различные результаты, однако с достаточной для практики точностью можно приравнять среднюю по длине дуги резания и среднюю по площади боковой поверхности толщину стружки:

В сечении, проходящем через ось вращения пилы (поперечном), геометрия срезаемого слоя, как отмечалось ранее, зависит от способов уширения пропила: средняя толщина слоя по сечению в середине дуги контакта

Ширина слоя также зависит от способа уширения пропила:

При продольном пилении главная (короткая) режущая кромка зуба перерезает волокна древесины и формирует дно пропила, а боковые режущие кромки участвуют в формировании стенок пропила. Такое распределение функций предопределяет требования к геометрии зубьев пилы для продольного распиливания: короткая режущая кромка должна быть выдвинута вперед по ходу вращения относительно передней поверхности за счет положительного угла γ. При этом волокна будут перерезаны прежде, чем они начнут отделяться передней поверхностью, благодаря чему предотвращается неорганизованный вырыв волокон.
При повышенных требованиях к качеству поверхности пропила у боковых режущих кромок должен быть создан положительный передний угол за счет косой заточки по передней грани (γбок = φ1). Так как зубья формируют две стенки пропила, косая заточка должна быть выполнена через зуб: четных зубьев — в одну сторону, нечетных — в другую.
Кинематика процесса пиления предопределяет наличие на поверхности пропила систематических неровностей — рисок, оставляемых зубьями (см. рис. 24, г). Можно рассчитать высоту кинематических неровностей у, например для пилы с разведенными зубьями. Из геометрических соотношений следует, что у=2аtg λр, где а — толщина срезаемого слоя; λр — угол развода.
Для оценки шероховатости поверхности по параметру Rmmax требуется вычислить наибольшее значение кинематических неровностей ymax:

Расчеты Rmmax по формуле (114) дают заниженный результат (иногда в несколько раз). Это объясняется тем, что при пилении на станке на шероховатость поверхности пропила оказывают дополнительное влияние неточности уширения зубьев, контакт с зубьями нерабочей зоны пилы, упругое восстановление волокон древесины и упругий отгиб зубьев, затупление режущих кромок и вершин зубьев, трение стружек о стенки пропила, биение диска пилы в радиальном и поперечном направлениях, вибрация пилы, смещение заготовки во время распиливания и многие другие причины.
Достаточно точный прогноз ожидаемой шероховатости поверхности пропила можно получить на основании опытных данных, в которых высота неровностей Rmmax связана с важнейшими исходными условиями пиления: наибольшей толщиной срезаемого слоя (через параметры Szи φвых) и способом уширения пропила.
В табл. 12 и 13 приведены допустимые подачи на зуб, обеспечивающие заданную шероховатость поверхности.
Таблица 12. Максимальная подача на зуб, мм, при различной заданной шероховатости поверхности пропила для продольного пиления круглыми пилами
Продольный – это тот распил, который производится вдоль древесных волокон. При такой распиловке передняя режущая кромка зуба пилы входит в волокна поперек длины, а боковые разделяют их по направлению. Он имеет свои особенности, а именно:
- требует много энергии, что приводит к значительному нагреванию инструмента;
- в результате мы получаем значительно более качественный (по сравнению с поперечным распилом) и гладкий материал, без сколов и шероховатостей.
Вышеописанные нюансы определяют необходимость подбора специального инструмента – пилы, предназначенной для данного вида работ.
Ощутимое влияние на характеристики пиления оказывает угол наклона зубьев. В нашем случае он дожжен быть положительным и острым, то есть составлять от 50° до 80°. Этот критерий важен для скорости работы: чем больше угол зуба, тем быстрее будет выполнен распил. В зависимости от конфигурации профиля различают:
- наклонный профиль с прямой спинкой;
профиль «Волчий зуб»;
Все они предназначены именно для продольного распила.
Следующий параметр – это количество зубьев. Для продольных пил оно должно был наименьшим. Вполне оптимальным считается количество равное 24. Сравнительно небольшое число зубьев подразумевает широкие межзубные пазухи. Это положительно сказывается как на производительности, так и на удалении стружки.
Наряду со всем прочим большое значение имеет сама форма зуба. Для того чтобы эффективно справляться с задачей продольного распила, он должен быть плоским. Для обозначения такого зуба используют аббревиатуру FT.
И, наконец, дадим несколько общих рекомендаций.
Покупая пилу, обязательно учитывайте прочность зубьев. От этого параметра будет зависеть, как долго она останется острой и сколько выдержит повторных заточек.
Если нужен не ручной, а машинный инструмент, то в дополнение ко всему прочему обратите внимание еще на пару важных моментов. К примеру, для круглой пилы стоит учесть ширину самого диска и пропила. Качественный диск должен быть достаточно увесистым, чтобы не перегреваться во время работы и поглощать все вибрации. Стандартом является ширина 3,2 мм. У пил, используемых в промышленных масштабах, этот показатель достигает 6,5 мм. Именно такую ширину пропила имеет пила для продольной распилки Logosol TK 5000.
Однако такой диск будет срезать большое количество материала. Поэтому, если в распоряжение есть маломощное оборудование, стоит отдать предпочтение пильным дискам с тонким пропилом.
В завершение стоит упомянуть еще один важный для машинных пил параметр – максимально допустимую скорость вращения диска. Превышать ее категорически запрещается: это может привести к потере качества пропила, снижению сроков службы пилы и серьезным травмам.